
طراحی و ساخت CNC اسفنج
اسفنج مادهایست که از ترکیب پلییورتان ساخته میشود. کاربردهای آن در صنعت مبلمان، تخت و صندلی، جذب مایعات، شستوشو و غیره دیده میشود.
بلوک تولید شدهی اسفنج بسته به نیاز دلخواه به برش احتیاج دارد. برای برخی طرحهای منحنیشکل یا پیچیده از ماشینآلات CNC استفاده میشود تا برش به صورت خودکار و سریع انجام شود.
تولید فوم و اسفنج
اسفنج یا همان ابر مادهایست که از ترکیب پلییورتان ساخته میشود. کاربردهای آن در صنعت مبلمان، تخت و صندلی، جذب مایعات، شستوشو و… دیده میشود. برای تولید فوم نرم پلی یورتان معمولاً از دو روش استفاده میشود. در روش اول، مواد پلییورتان ترکیب شده به داخل نقاله یا conveyor ریخته شده و در آنجا واکنش داده و فوم منبسط میشود. دیوارههای نقاله به فوم اجازه میدهند تا فوم به سمت بالا رشد کند و تا حدود نیم تا بیش از یک متر ارتفاع بگیرد. به فوم تولیدی در این روش فوم بلوکی یا slab stock میگویند.
فوم بلوکی که به ابر و اسفنج معروف است سپس به اندازه و شکل دلخواه توسط دستگاه برش بریده میشود و به مدت ۳ روز اجازه داده میشود تا عملیات پخت کامل شود. اکثر تشکهای تختخواب و مبلمان به این روش تولید میگردند. در روش دوم، که به فوم قالبی معروف است، فرآیندی است که در آن قطعات فوم با تزریق مواد اولیه پلییورتان به داخل قالبهایی از جنس فلز با شکل و اندازه مشخص ریخته شده و به فوم اجازه داده میشود تا در داخل قالب واکنش داده و پخت شود. این روش معمولاً برای تولید فوم صندلی خودرو و برخی قطعات صندلی مبلی استفاده میشود.
برش اسفنج و فوم
بلوک تولید شدهی اسفنج در روش اول بسته به نیاز و کاربردهای مختلف با دستگاهها و روشهای مختلفی برش میخورد. استفاده از سیم المنت، تیغاره و تیغهی چاقویی از ابزارهای مورد استفاده در برش اسفنج است که هر کدام مزایا و معایبی دارند و متناسب با فرآیند برش استفاده میشوند. به عنوان مثال برای برش لایهای یا ورقهای اسفنج از سادهترین و ارزانترین روش که برش المنت است استفاده میشود. تعدادی سیم المنت با فواصل دلخواه به دو ستون وصل شده و جریان الکتریکی از ستونها عبور داده میشود. مقاومت جریان در سیمها باعث داغ شدن سیمها میشود. بلوک اسفنج بر روی یک صفحه یا میز قرار گرفته که خود صفحه روی غلتک امکان حرکت دارد. هنگامی که اپراتور صفحه را به آرامی از میان دو ستون حرکت میدهد، المنتها کار برش را انجام میدهند. باید دقت داشت که در این فرآیند اسفنج به راحتی امکان مشتعل شدن را دارد، از این رو کنار ستونها تعدادی فن خنک کننده وجود دارد تا اجازهی اشتعال به اسفنج را ندهد.
یکی دیگر از روشهای لایهلایه کردن بلوک میزهای دواری است که بلوک روی سطح دورانی قرار میگیرد. در بخشی از میز دروازهای با تیغهای چاقویی قرار دارد. هنگام دوران میز تیغه بلوک را برش میدهد. پس از هر بار برش ارتفاع تیغه تغییر کرده و در دوران بعدی ارتفاع برش تغییر میکند.
اما فرم مورد نیاز اسفنج به همین شکلها محدود نمیشود. برای برخی طرحهای منحنی شکل یا پیچیده از CNC استفاده میشود. در برش با CNC از تیغهی دندانهدار استفاده میشود که حرکت آن به چند روش ممکن است. رفت و برگشتی یا حرکت یک جهته که هر کدام طراحی و ساخت پیچیده و دقیق خود را میطلبد، به همین دلیل سازندگان داخل کشورمان وارد فرآیند ساخت آن نشده و وارد کردن آن را ترجیح دادهاند. در حال حاضر با توجه به هزینهی بالای ارز و واردات دستگاه ساخت و تولید داخلی توجیه اقتصادی داشته و مقرون به صرفه خواهد بود.
طراحی CNC اسفنج
به دلیل عدم وجود و دسترسی به دستگاه نمونه یا نقشه و مدل، برای ساخت چند طرح و مدل پیشنهاد و بررسی شد. مسالهی مهم و اصلی در این دستگاهها، مکانیزم برش تیغه است که باید عملیات برش و دوران را همزمان انجام دهد. از میان طرحهای ابتکاری پیشنهادی دو مکانیزم استفاده شد. از آنجا که تیغهی برش در حین حرکت رفت و برگشت خود باید امکان دوران را نیز داشته باشد پس عرض تیغه باید حداقل مقدار ممکن را دارا باشد. دلیل این امر چرخش راحت تیغه در داخل اسفنج است. در صورتی که عرض تیغه زیاد باشد در نقاط تیز یا نقاط با شعاع انحنای کم باعث وارد آوردن فشار به تیغه و اسفنج شده و برش نامطلوب ایجاد میشود. اما باید در نظر گرفت تیغهی با عرض کم به سختی یافت شده، امکان شکسته شدن آن بیشتر و مشکل اصلی نحوهی مونتاژ و تعویض آن است.
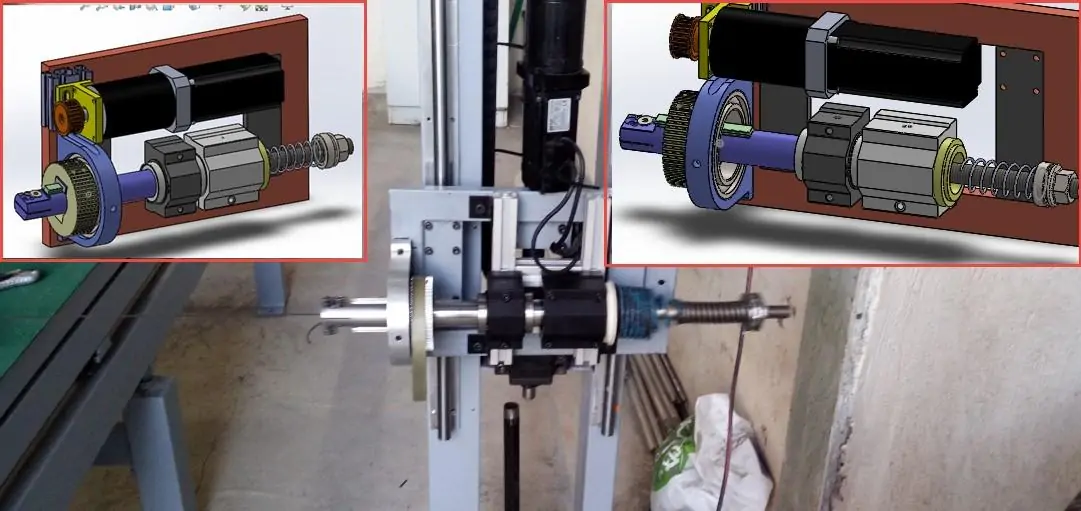
مکانیزم بادامک و پیرو – فنر
طرح اول مکانیزم بادامک و پیرو – فنر
در این دستگاه، حین کار تیغهی برش اسفنج، دائم حرکت رفت و برگشتی دارد و فرمان دوران تیغه نیز طبق دستورکد نوشته شده (مطابق طرح دلخواه) از کنترلر گرفته میشود.
مکانیزم لنگ و لغزنده
طرح دوم مکانیزم لنگ و لغزنده
طرح دوم بخش نیروی کشنده – فنر
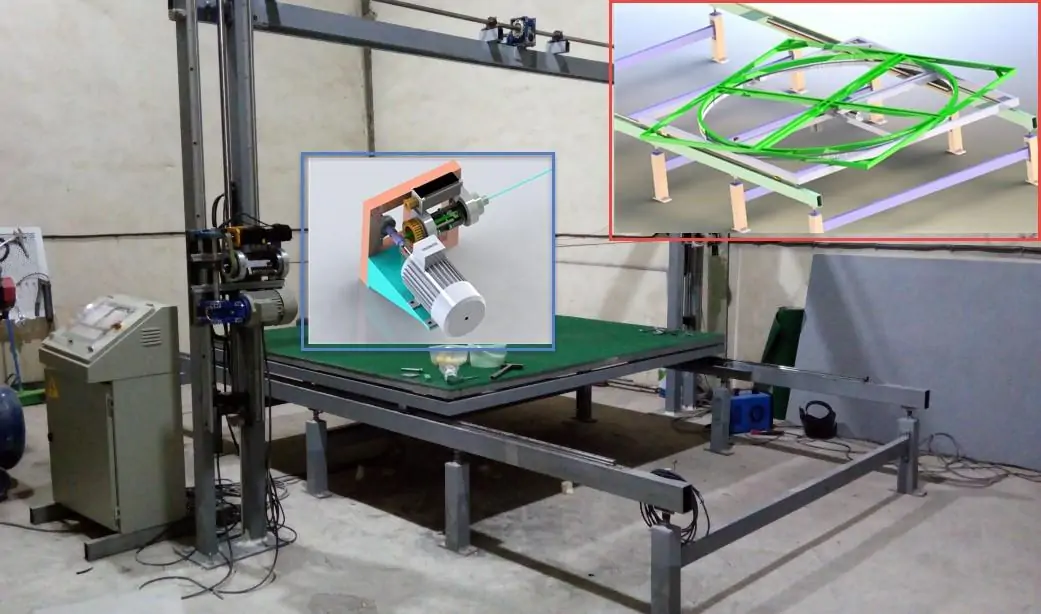
کنترلر CNC اسفنج و مکانیزم حرکت ماشین
در دستگاه ساخته شده از کنترلر GSK استفاده شد. چهار محور این دستگاه شامل:
- حرکت طولی میزکار (محور x)
- حرکت بالا و پایین مجموعهی تیغه و اسپیندل (محورz)،
- دوران تیغهی برش حول خط برش خود (محور دوران تیغه)
- دوران میزکار حول مرکز خود (جهت چرخش قطعه کار) هستند.
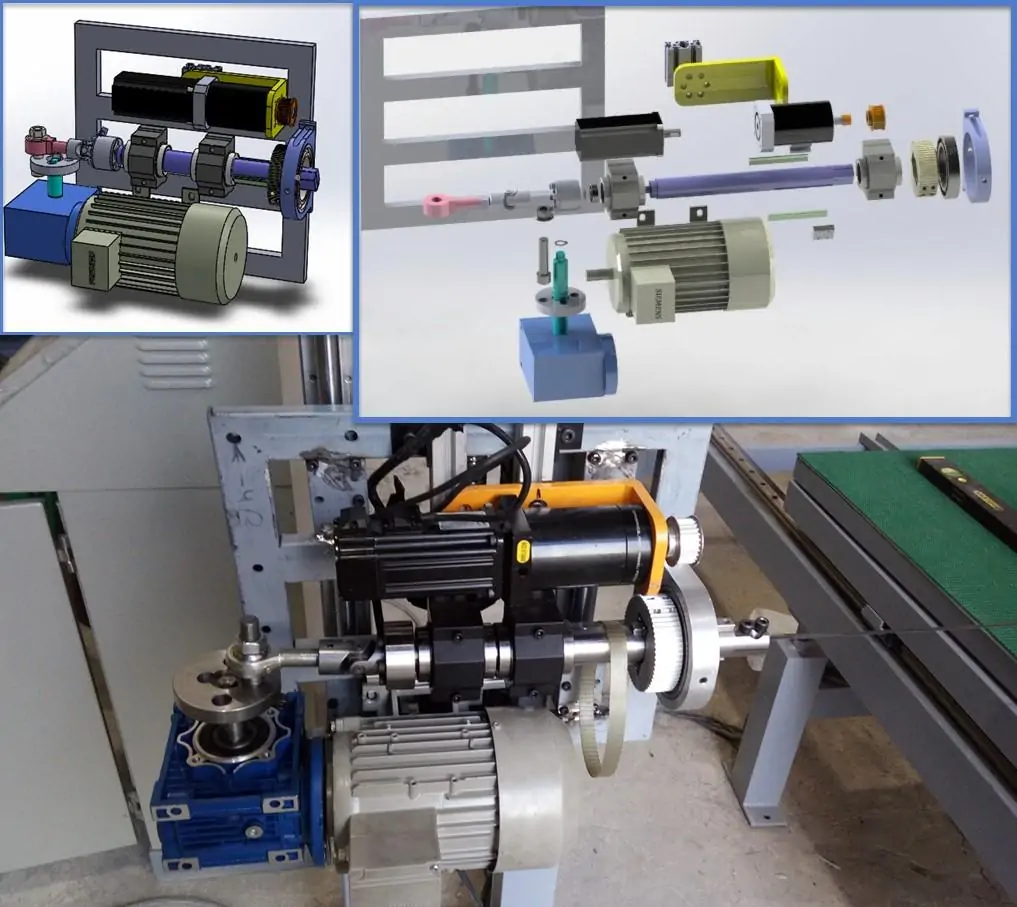
حرکت رفت و برگشت تیغه نیز توسط موتور اسپیندل که یک الکتروموتور و گیربکس حلزونی است تامین میشود. در واقع این حرکت یک مکانیزم لنگ و لغزنده است. حرکت دورانی الکتروموتور لنگ و لغزندهی آن شفت است. ابتکار و نوآوری این مکانیزم امکان دوران لغزنده در حین حرکت رفت و برگشتی آن است. انتقال نیرو در محور عمود توسط بالاسکرو، در محور طولی و محور دوران میز توسط پینیون و دندانهشانه مورب و جهت چرخش محور تیغاره از تسمه تایمینگ استفاده شد. همچنین در محور راهنمای عمودی از شفت پایهدار و واگن بالبوش، در محور طولی از ریل واگن، و برای دوران و رفت و برگشت تیغه از شفت و بالبوش استفاده شد.


زاگرس رباتیک

عالیه 🌺🌺🌺🌺🌺🌺
سپاس
متشکر
سلام
من میخوام برای یه طرح خاص، برش لیزری روی فوم انجام بدم. شما می تونید راهنمایی کنید ؟
سلام یه دستگاه cnc اسفنج نیاز دارم لطفا راهنمایی کنید